6 asu MIG MAG metināšanas robots ar diapazonu 1500 mm un metināšanas iekārtu





Raksturojums
-Robots roka:
- Liešanas process, alumīnija roka, vieglāka un elastīgāka
- Robota iekšējos vadus un spailes ražo pasaulē pazīstamākie zīmoli: DYEDEN, TAIYO, tāpat kā ABB un Fanuc.
- Ķīnas vadošais kontroliera, motora un reduktora zīmols.
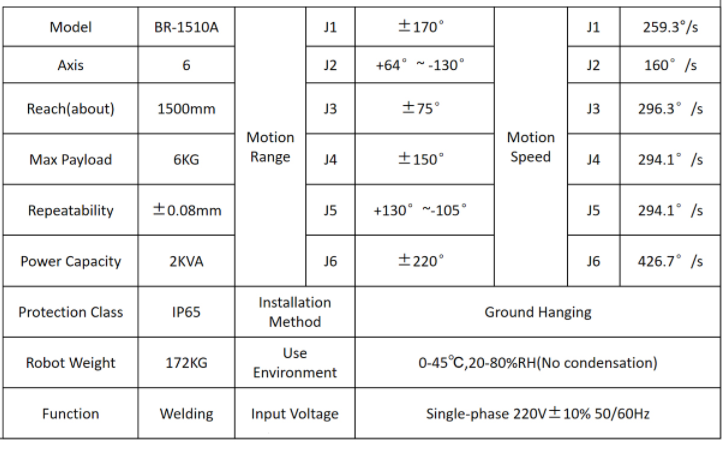
BR-1510 MIG metināšanas robota parametri ir parādīti zemāk:
-JHY metināšanas robota vadības sistēma:

-Metināšanas iekārta: Aotai NBC350RL
-
Tam ir trīs metināšanas režīmi: zema šļakatu koncentrācija, ātra punktmetināšana un nemainīgs spiediens.
- Tas var realizēt 1–3 mm oglekļa tērauda metināšanu ar īpaši mazu šļakatu daudzumu. Metināšanas šļakatu daudzums tiek samazināts par 60 %.
- Siltuma padeve tiek samazināta par 10% ~ 20%, un plānu plākšņu metināšanu ir viegli kontrolēt, un deformācija ir neliela;
- Pilnībā digitālā sistēma nodrošina precīzu pilienu pārejas kontroli un nodrošina nepārtrauktu un stabilu metināšanas kvalitāti;
- Mīkstās komutācijas invertora tehnoloģija var uzlabot visas mašīnas uzticamību un ietaupīt enerģiju un elektrību;
- Pilnībā digitālā augstas precizitātes stieples padeves vadības sistēma, divu piedziņu divu pakārtotu pilnībā digitālā vadības stieples padeves ierīce ar kodētāju var nodrošināt stieples padeves stabilitāti pat tad, ja mainās ārējie faktori, piemēram, barošanas spriegums un stieples padeves pretestība.
-Metināšanas deglis:
- Gaisa dzesēšana ar ļoti jutīgu pretsadursmes ierīci ievērojami pagarina degļa kalpošanas laiku
-Metināšanas pozicionētājs un robota staigāšanas sliede
- Pēc izvēles ir pieejami 1 ass, 2 ass un 3 ass metināšanas pozicionētāji. Derīgo slodzi un darba virsmas izmēru var pielāgot atbilstoši prasībām.
- Robota pastaigu sliedes var izgatavot pēc pasūtījuma atbilstoši klienta prasībām. Garums 3/6/9/12 m. Kravnesība: 500/1000 kg.
-Mašīnas apkope ir vienkārša un viegli lietojama, un paredzētais kalpošanas laiks ir vairāk nekā 10 gadi
Pievēršot uzmanību katrai detaļai, JHY robots kļūst labāks
Uzrakstiet savu ziņojumu šeit un nosūtiet to mums




